

An unplanned chemical release, e.g. anhydrous ammonia, is a known hazard at petrochemical facilities. While they are an anomaly, accidents can occur and due to the high-risk nature of substances present on-site, can be deadly.
This case study looks at how a petrochemical site installed Shelter In Place and Safe Havens to provide safe refuge at the site’s Ammonia Muster Points.
Key Takeaways
- In the event of an accidental release of ammonia or other hazardous gases rapid evacuation to a sealed, safe environment is critical.
- Determining appropriate locations for muster points ensures that each refuge is positioned to accommodate the timely shelter of staff, visitors, and contractors on-site.
- Existing buildings can be converted into a Class 1 Safe Room for sheltering in place; if appropriate measures are taken to seal the room and provide the required life support equipment.
- Customisation can include added protection against particular weather conditions and exposure to extreme events.
Preparing for an Accidental Ammonia Release
Mitigation against the risk of an accidental release is critical to any responsible petrochemical facility. However, having the right procedures in place in case the event ever occurs should not be ignored.
The Australian site facilitated the import and export of resources and chemicals such as iron ore, salt and anhydrous ammonia. Assessments conducted by the site determined a potential risk of exposure due to loss of containment at any point in the anhydrous ammonia delivery pipeline through to loading at the wharf. As a result, an anhydrous ammonia emergency response plan was developed, detailing the actions required in an unplanned release and position of on-site safe havens and Shelter-in-Place (SIP).
The Hazard: Anhydrous Ammonia
Anhydrous ammonia is a colourless gas with a strong odour. The chemical is often used as an agricultural fertiliser, industrial refrigerant and in the manufacture of ammonium nitrate-based fertilisers and explosives.
Ammonia is a toxic gas; releases have the potential for harmful effects on personnel and the surrounding public. Inhaling anhydrous ammonia can cause severe health effects ranging from respiratory irritation and corrosive burns to the possibility of fatality.
Rapid release and potential explosions are additional risks. If the ammonia is under pressure, the dangers of exposure increase as more substantial quantities have the potential for swift release into the air. Some explosions have also been attributed to releases of ammonia contaminated with lubricating oil.
| Amount (ppm) | Health Effects |
|---|---|
| <100 ppm | Detect a sharp pungent odour, no adverse effects on individuals with average health |
| 400 ppm | Immediate irritation of the nose and throat, no serious effect for 30 mins to one hour |
| 700 ppm | Immediate eye irritation, no serious effect for 30 mins to one hour |
| 1,700 ppm | Convulsive coughing, severe eye, nose and throat irritation, possible fatality after 30 mins |
| 2,000-5,000 ppm | Convulsive coughing, severe eye, nose and throat irritation, possible fatality after 15 mins |
| >5,000 ppm | Respiratory spasms, rapid asphyxia, fatality within minutes |
- Table 1: Health Effects of Anhydrous Ammonia
Site Challenges and Solutions
Challenges
- Provide a secure location for all personnel in the event of an unplanned anhydrous ammonia release
- Protect personnel located inside buildings and outside
- Consider severe weather conditions of the area
Solutions
- Identify appropriate muster points within buildings and across the port
- Transform existing buildings to adequate shelter-in-place solutions
- Establish a secure refuge with a safe haven at the outside muster point
Identify Appropriate Muster Points Within Buildings & Across the Port
Once the ammonia alarm is activated, personnel should be able to access a secure shelter until the release is contained, and it is determined safe to evacuate the site.
Muster points provide a secure location, easily reached and identified by staff, visitors and contractors on-site. Determining appropriate locations for these muster points ensures that each refuge is positioned to accommodate a timely shelter. MineARC worked closely with the site to understand the hazard dynamics in relation to personnel working areas and densities throughout the facility.
Three separate locations were highlighted as cluster points across the petrochemical work-site; ideal locations for each refuge include the administration and wharf services buildings as well as the bulk liquids wharf area. Where no existing building was suitable for conversion to provide a safe room, standalone refuges were required.

Transform Existing Building into a Shelter-in-Place Solution
MineARC Systems were commissioned to design and install Shelter In Place systems across the site operation and wharf loading areas.
Dual custom ChemSAFE Sealed Rooms were constructed utilising the existing structures; providing the highest level of chemical protection during an emergency while creating useable spaces for daily activities. Two buildings were converted into 60-person and 40-person shelters, respectively.
Each SIP was equipped with automated life support systems; CO and CO2 scrubber, fixed internal and external digital gas monitoring, positive pressure maintenance systems, and climate control. All systems are supported by dedicated, uninterrupted power supplies, guaranteed to continue functioning throughout a significant event. This approach generates a Class 1 Safe Room for sheltering in place.
A vestibule is placed between the sealed rooms and surrounding entry, to prevent the ingress of smoke and toxic gases. This vestibule acts as a staging area between the refuge and the outside environment. To ensure correct entry, the emergency response plan included detailed entry procedures, highlighting the strict requirement not to open the refuge door if the external door is open.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Install Chemical Safe Havens at External Muster Points
Personnel located on the wharf and outside at the time of accidental release need a secure, safe location to shelter. A safe haven is a purpose-built refuge, explicitly designed for the hazards of the petrochemical industry.
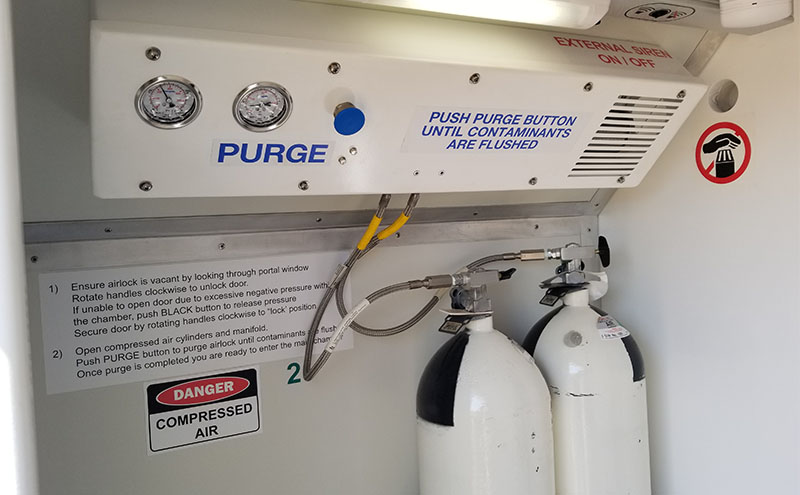
The site installed a 12-person ChemSAFE Standard Design Safe Haven on the bulk liquids wharf. The refuge provides operational personnel along the wharf, shelter from a potential chemical release. The chamber creates a controlled environment, equipped with life support systems such as a chemical scrubber, digital gas monitor, air-conditioning and backup power supplies. An integrated positive-pressure flushing vestibule, allows personnel to enter without contaminating the interior chamber.
Additionally, the custom unit was built to withstand constant exposure to high salt conditions and extreme weather. An insulated panel was installed over the rear of the chamber to protect the batteries and air-conditioning systems from the elements.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
MineARC worked to install a combination of sealed rooms and safe havens to provide a comprehensive shelter-in-place solution to an unplanned ammonia release. The site needed a system that would allow personnel to rapidly and safely shelter from toxic substances. Due to the proximity of the pipeline to personnel within the facility, combined with the volume and likelihood of a chemical plume, pre-warning of release was limited.
Furthermore, the engineering specification of each shelter required extreme robustness due to seasonal severe tropical cyclones.
Tailored Industry Solution
MineARC worked to install a combination of sealed rooms and safe havens to provide a comprehensive Shelter In Place solution to an unplanned ammonia release. The site needed a system that would allow personnel to rapidly and safely shelter from toxic substances. Due to the proximity of the pipeline to personnel within the facility, combined with the volume and likelihood of a chemical plume, pre-warning of release was limited.
The engineering specification of each shelter required extreme robustness due to seasonal severe tropical cyclones.
Refuge Chambers
Life-Supporting Technology
- Aura-FX Digital Gas Monitoring
- Series IV Scrubbing System
- Positive Pressure Flushing Systems
- Automated Oxygen Delivery System
- AirBANK
- Satellite UPS
- Vestibule
Training & Education
- On site operator training
- On site certified refuge chamber servicing
- Operational guides
- e-Learning access
Take a look inside
