

Refuge chambers and safe havens have the potential to save lives if incorporated into a comprehensive emergency response plan, and personnel are appropriately trained. Survivability focuses on characteristics of a refuge chamber meeting fundamental requirements, including maintaining a respirable atmosphere, the provision of basic needs such as water, and the structural integrity to withstand an initial explosion and possible secondary explosion.1
An explosion possesses an inherent hazard within mining and industry, whether introduced by current practices or naturally occurring. Critical factors must coexist for a blast, i.e. uncontrolled chemical reaction, to occur; oxygen, energy/heat source and fuel. Examples of common fuel sources in mining and industry include the build-up of flammable gases such as methane or hydrogen sulphide or an extensive amount of coal dust in coal mines and coal-fired plants.
In highly explosive environments, refuge chambers can be adapted to withstand specific overpressure measured in psi (pounds per square inch). A refuge chambers resistance to explosions can be determined through pressure testing.
MineARC has the engineering capabilities to perform in-house blast analysis calculations on all refuge chambers and safe havens. Also, third-party testing can be executed by professional structural engineers at an additional cost.
Why Blast Test a Refuge Chamber or Safe Haven?
Despite substantial effort taken by countries to reduce risk; explosions are still common events in mining and industry. The temperamental nature of rock strata, unknown environments, and production techniques can all trigger an explosive event.
The consequences of explosions can be devastating; resulting in loss of life, shattered communities and the potential closure of a mine.
For high-risk environments, such as coal mines and chemical plants, where explosions are more common, the need for blast resistant chambers is a must.
Design Parameters for Refuge Chambers in Coal Mines
The U.S. National Institute for Occupational Safety and Health (NIOSH) has been researching coal refuge alternatives since 2007, determining it is necessary for refuge chambers and shelter-in-place to acquire pressure testing approval or certification based on laboratory and field testing. 1
The Mine Safety and Health Administration (MSHA) final rule is consistent with the NIOSH research report on refuge alternatives concerning the design of coal refuge alternatives. To be certified, refuge chambers must be produced to resist 15 psi overpressure for 0.2 seconds to withstand typical blast wave dissemination in an underground mine. 2
Critical design features that apply to both portable and stationary coal refuge chambers and shelter-in-place options, according to NIOSH, are summarised below and are based on:
- Strength parameter: explosion experiments at Lake Lynn Laboratory in addition to modern practices and literature.
- Minimum duration rate and anchor systems values are based on research, practices outside the US and guidance from the study of non-mining industries.1
| Parameter | Recommended Value of Practice |
| Minimum Rated Duration* | 48 hour |
| Strength | 15 psi overpressure for 0.2 sec |
| Anchor System | Not recommended at this time |
*Must withstand a pressure wave that rises to 15 psi in 0.10 sec and then returns to 0 psi after another 0.1 seconds. Any danger to the housing of an inflatable chamber must not affect the deployment time, and all associated equipment must be fully functional after the overpressure. Any damage to the housing of a rigid chamber must not impair operation or sealing of the access door, i.e. there can be no leakage into the chamber from any external point, and all equipment inside the chamber must remain in working condition after the overpressure.
Most MineARC Chambers offer static 5psi overpressure as standard; however, these can be upgraded to a rating as high as 15psi or based on client requirements. A blast rating upgrade includes the following:
- Additional 100mm x 50mm upright stiffeners
- Additional lateral stiffeners
- Fully enclosed rear housing for componentry protection
- Changes to material
- Changes to the external chamber profile
Blast Testing a Refuge Chamber or Safe Haven
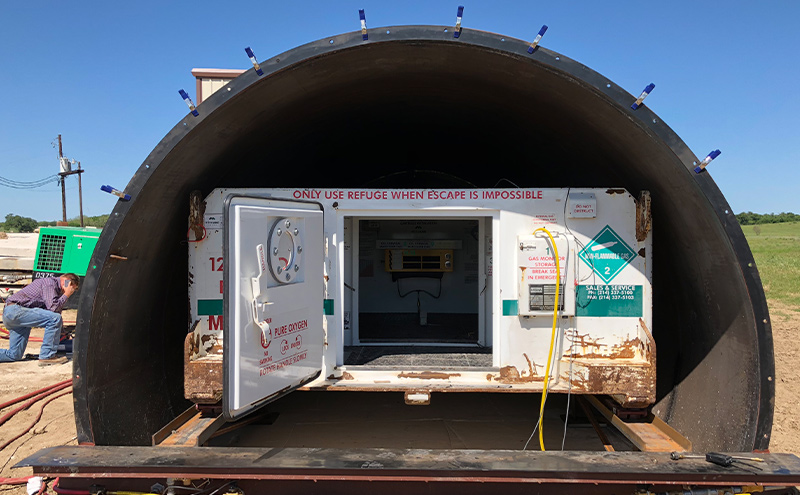
A CoalSAFE Refuge Chamber was nominated for blast testing due to the explosive risk of coal mining. The chamber was also in a used condition, mimicking the circumstances of being underground.
Before testing, the refuge chamber was serviced by a qualified MineARC technician. The service included verifying the operation of critical equipment as well as the replacement of certain check valves and door seals. Additionally, the chamber underwent a vacuum check to ensure the chamber held positive pressure.
Blast testing was conducted by Baker Engineering and Risk Consultants, Inc. and followed the protocols outlined by the Mine Safety and Health Administration (MSHA) 30 CFR Part 7. MSHA and MineARC reviewed these protocols before conducting the test. 3
Title 30 – Mineral Resources, Code of Federal Regulation, Chapter I, Subchapter B, Part 7, Subpart L, section 7.505 – Structural Components. § 7.505 (a) The structure shall— (4) Be designed and made to withstand 15 pounds per square inch (psi) overpressure for 0.2 seconds prior to deployment. § 7.505 (b) Inspections or tests shall be conducted as follows: (2) A test shall be conducted to demonstrate that an overpressure of 15 psi applied to the pre-deployed refuge alternative structure for 0.2 seconds does not allow gases to pass through the structure separating the interior and exterior atmospheres. (4) An inspection shall be conducted to determine that the overpressure forces of 15 psi applied to the pre-deployed refuge alternative structure for 0.2 seconds does not prevent the stored components from operating.
Two tracer gas tests and a pressure test were conducted on the CoalSAFE Refuge Chamber, according to the above protocol. The process began by inserting the test specimen into the Test Pressure Vessel (TPV) and installing all the instrumentation and system piping. Operational checks on all instruments and equipment used were performed prior to each test.
Tracer Gas Test
A tracer-gas test is a method used to detect gas leaks. In a refuge chamber, this could mean dangerous gases such a CH4, CO and CO2 are entering the chamber, reducing the amount of breathable air and impacting positive internal pressure.
Two tracer-gas tests were conducted, one before pressure testing to ensure no leaks and one after the blast, confirming no structural damage after the blast that would allow the ingress of toxic gases.
Once the TPV was sealed, a 0.2psi vacuum pressure was created inside the refuge chamber. From here, the company introduced over 3000 ppm of CO2 into the volume of the TPV. Once the target concentration was obtained, the 0.2 psi vacuum was maintained for a 15 minute period. This required periodic vacuum pump operation to continue as the vacuum pressure reduced at a prolonged rate.
The refuge chamber remained airtight on both occasions, indicated by the internal CO2 concentration within the refuge chamber, which remained almost unchanged.
Pressure Test
The vacuum pressure transducer location was moved to the exterior of the TPV to remove it from the pressurised space.
Before testing, conditions of the external structure were measured and the straightness of the walls was noted. Again, the operations of critical life-support systems within the refuge chamber were checked. Once complete, bottled air within the airlock was closed, pilot switch closed and high-pressure air leading to the airlock purge was bled out.
A 5 psi vacuum within the refuge chamber was created using a vacuum pump, which operated throughout the test. Compressed air was then introduced into the TPV until a >10 psi pressure was met, equalling a net pressure of 15 psi. This pressure level was held for a period exceeding 200ms.
The CoalSAFE Refuge Chamber was successfully tested to a net pressure of 15.1 psi and for more than 200ms, per the test protocol. Structural damage overall was minimal, with no changes to the width of the chamber and a slight reduction to height and length between the airlock and main chamber. This damage did not affect the pressure piping, life-sustaining equipment or airtightness of the chamber.
References
- Research Report On Refuge Alternatives For Underground Coal Mines, https://www.cdc.gov/niosh/mining/UserFiles/works/pdfs/Report_on_Refuge_Alternatives.pdf
- Federal Register, Volume 73 Issue 251, http://www.gpo.gov/fdsys/pkg/FR-2008-12-31/html/E8-30669.htm (accessed October 03, 2018)
- 30 CFR 7.505 – Structural Components. | Us Law | Lii, https://www.law.cornell.edu/cfr/text/30/7.505 (accessed October 02, 2018).