






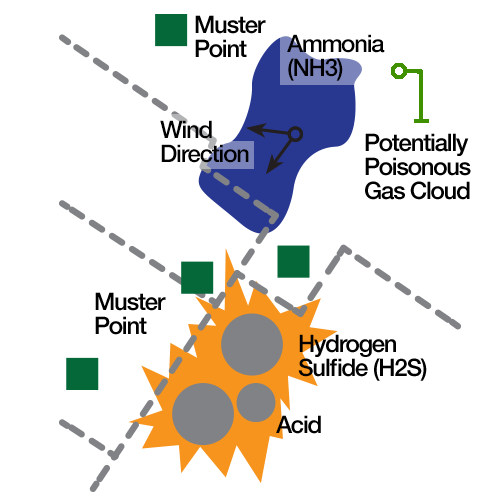

Ammonia: Health and Safety Hazards Fact Sheet
Ammonia hazards can occur during manufacture, use, and transportation. Knowing the health and safety hazards of anhydrous ammonia are vital to ERPs.

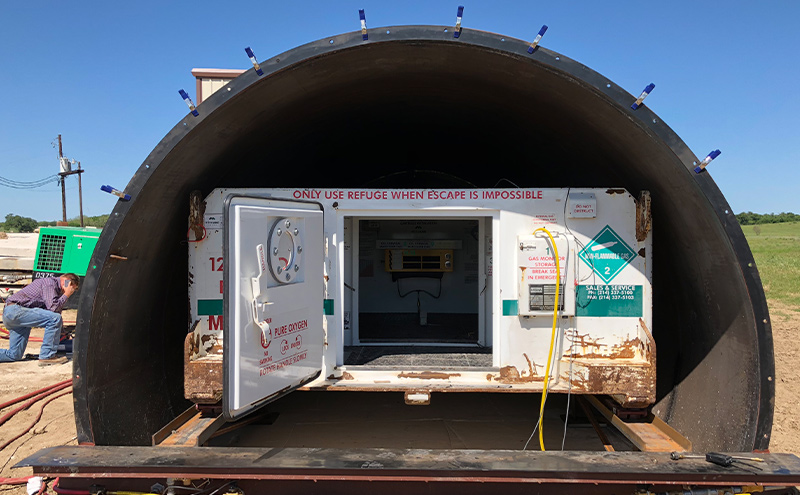
Pressure Testing A Refuge Chamber For Explosions
In highly explosive environments, refuge chambers and safe havens can be adapted to withstand overpressure of up to 15 psi. A refuge chambers resistance to explosions can be determined through pressure testing.
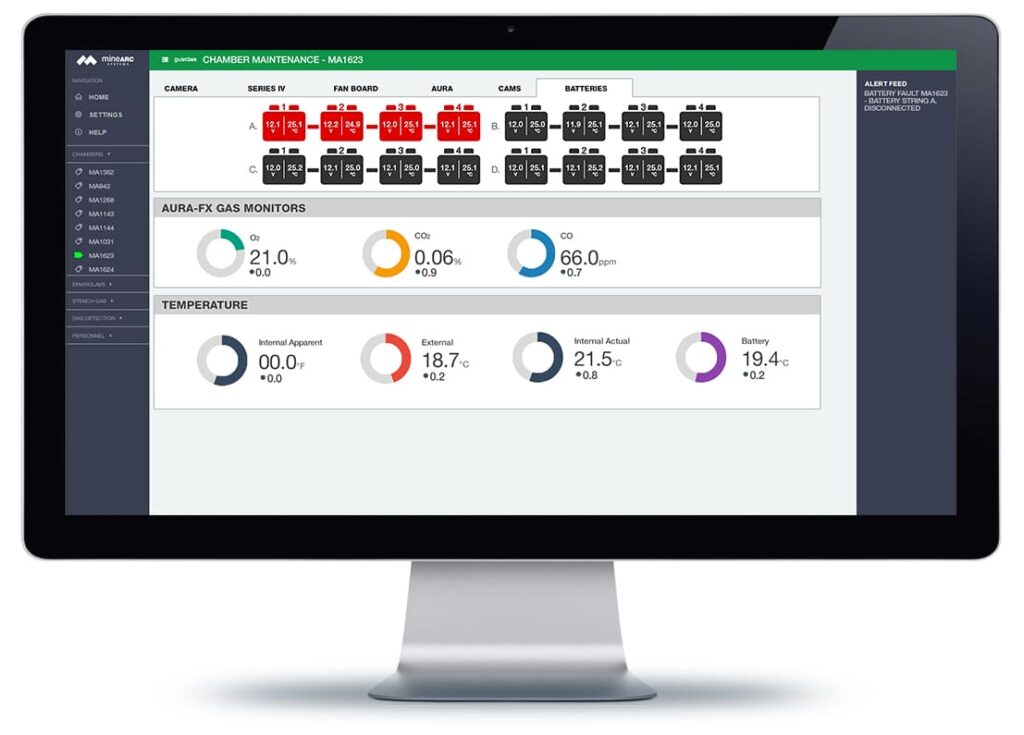
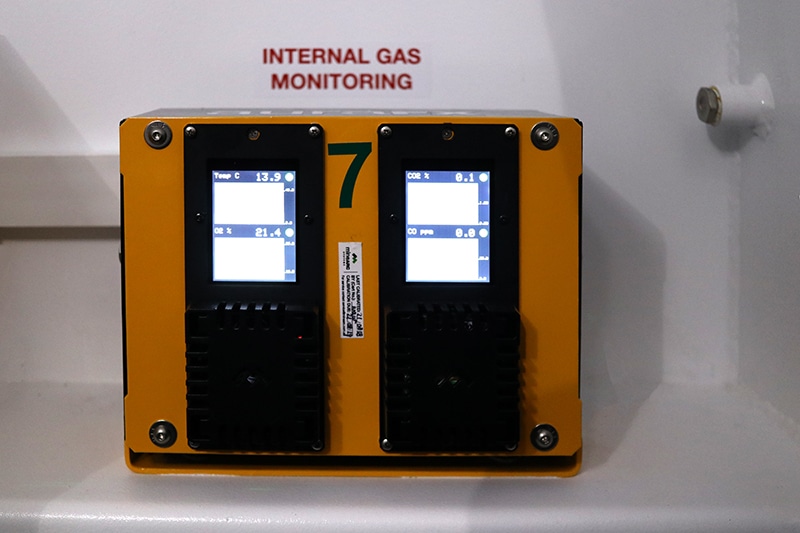
Controlling Temperature in a Refuge Chamber
Controlling the internal temperature of a refuge chamber is critical to the health and well-being of trapped miners and personnel