



One of the major operational expenses for any mine is the electrical cost of running mine air and air compressors. MineARC Systems identified that by optimising the flow of air required to maintain an operational refuge chamber, we could give our clients considerable savings.
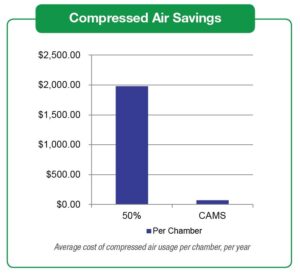
Previously, refuge chambers were set to run at 50% flow rate to maintain operational standard. The new CAMS has an air pressure sensor and shut off valve, allowing it to regulate air flow into the chamber, automatically emitting periodic ‘bursts’ of compressed air when the internal pressure drops below 200Pa. This maintains a positive pressure ‘seal’, ensuring contaminants cannot enter the refuge chamber from the outside.
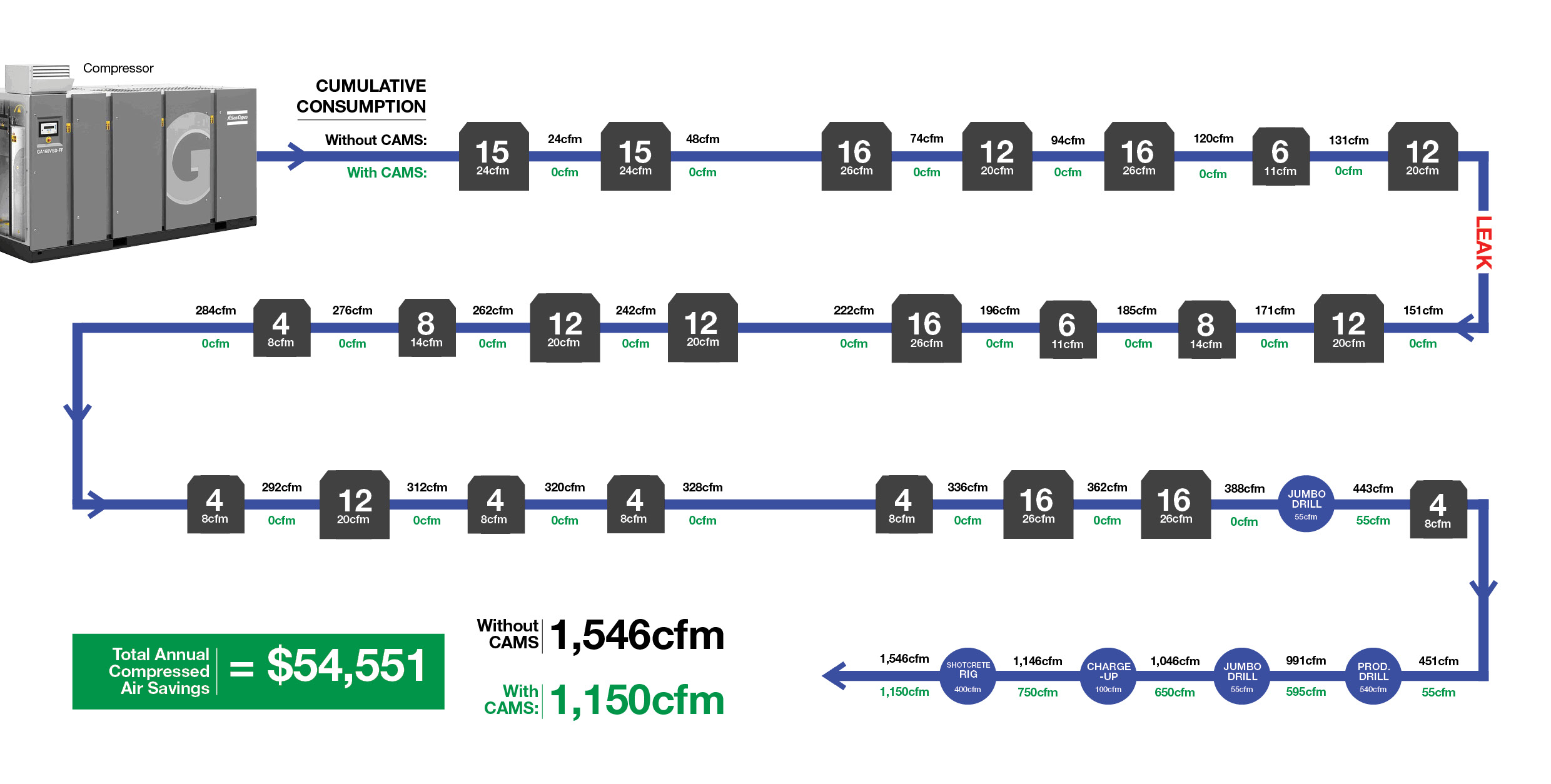
The flow diagram below indicates the path a compressed airline will take before reaching the mine site’s major production requirements. Generally set to run at 50% flow rate to maintain operational standard, refuge chambers put a large strain on compressed air usage. With the inclusion of CAMS, chamber compressed air consumption will fall to 0 CFM for 99% of the time, assuming they are properly sealed.
*Figures based on typical mine site operation. Compressed air flow to refuge chambers set at a conservative 50%. Leaks are hypothetical and could present more frequently. Order of production equipment will vary per mine site.


Refuge Chamber Monitoring
Refuge Chamber Monitoring Refuge Chamber Monitoring with GuardIAN is an exciting new development in refuge chamber technology. GuardIAN Refuge Chamber Monitoring enables real-time monitoring; providing confidence that an operation’s fleet of refuge chambers are emergency ready at all times. It is an independent system that continuously monitors all vital refuge operating systems. During standby mode, GuardIAN

Aura-FX Digital Gas Monitoring
Aura-FX Digital Gas Monitoring Aura-FX Digital Gas monitoring is an essential aspect of maintaining a life-supporting atmosphere within the refuge chamber. During entrapment, occupants consume oxygen and expire carbon dioxide (CO2) and carbon monoxide (CO) as part of their normal respiration. CO can also enter the chamber during occupant entry and if the compressed air